发布时间2021-08-12,由cyanbat发布 | 关键词:镁合金零件CNC加工,镁合金零件,零件CNC加工
解决镁合金零件CNC加工的变形问题
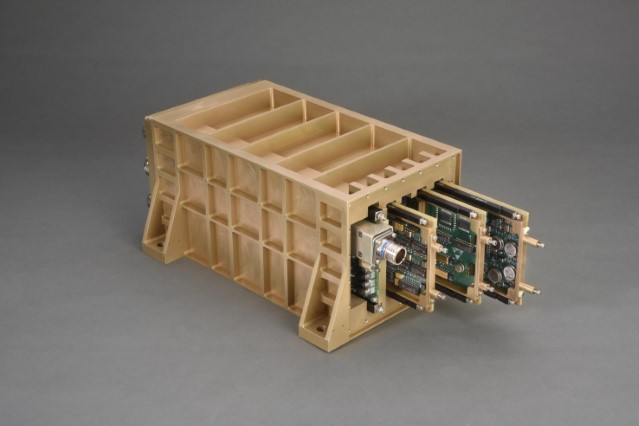
随着电子工业的发展,镁合金薄壁型腔零件越来越多地被使用。这些零件具有重量轻和结构紧凑的优点。
随着电子工业的发展,镁合金薄壁型腔零件越来越多地被使用。这些零件具有重量轻和结构紧凑的优点。但是,这样的零件总是存在诸如加工周期长,加工成本高以及难以控制加工精度的困难。原因是在这种零件的加工过程中,金属去除量大,刚度低,强度弱,容易产生较大的变形,难以确保加工精度和表面质量。加工后的零件。本文从分析此类零件变形的原因入手,研究并讨论了控制和减少镁合金薄壁型腔零件变形的过程。
1简介
影响镁合金薄壁型腔零件加工精度和表面质量的主要因素是它们在加工过程中容易变形。解决了镁合金薄壁型腔零件加工过程中的变形问题,提高了零件的铣削加工中超买球,提高了零件的精度和质量,实现了产品的快速生产。
镁合金零件
2.薄壁零件变形的原因
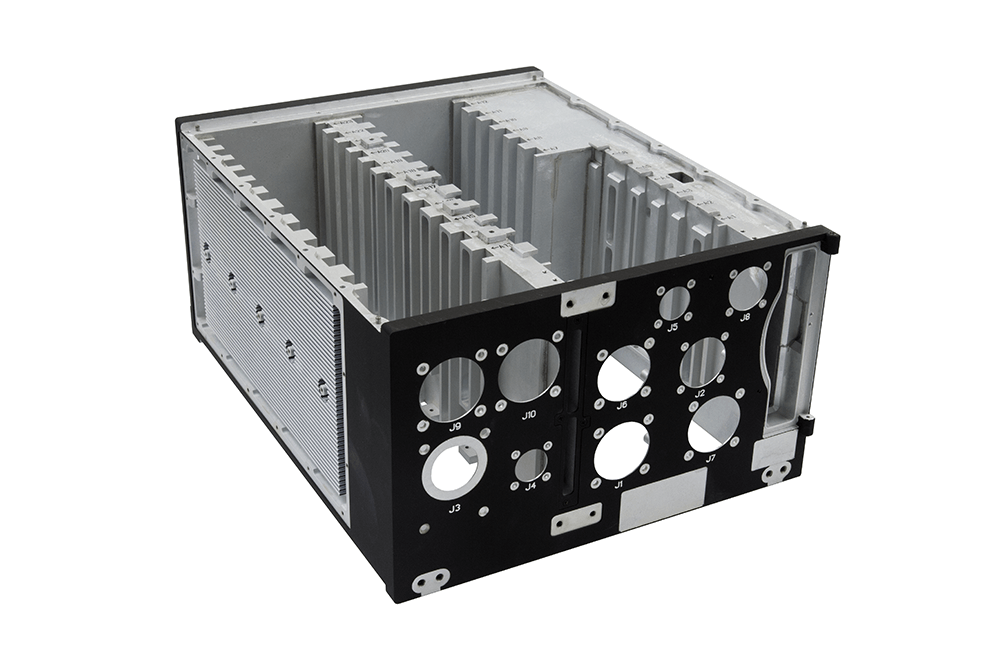
分析了镁合金薄壁型腔零件的加工过程。这些零件通常由镁合金板加工。这些零件的金属去除量大,刚性低。在加工过程中,它们会由于残余应力,夹紧力和切削而损坏。运动的三个方面导致变形。镁合金零件
2.1残余应力
在金属材料的形成过程中,金属晶体的排列没有以理想状态整齐地排列,晶体的大小和形状不相同,存在原始残余应力,并且变形被缓慢释放。随着时间的流逝,导致一定的变形。另外,在金属切削过程中,切削的塑性变形和工具与工件之间的摩擦热使加工表面与内层之间的温差大,产生较大的热应力,并形成热应力塑性变形。 。镁合金零件
金属切削过程中产生的变形不是由单一原因引起的。它通常是多种原因的组合,并且这种组合在处理期间不是恒定的。随着处理的进行,是哪一个?原因对变形的影响最大,很难判断。它只能从变形的原因开始,并采用相应的过程来最大程度地减少加工变形。
2.2加载力
由于镁合金薄壁型腔部件的壁比较薄,无论使用虎钳或卡盘,都会产生侧向或径向夹紧力,从而不可避免地产生夹紧变形。夹紧的变形程度与夹紧力的大小有关。如果夹紧力大,将形成不可逆的塑性变形;如果较小,则会形成弹性变形,在零件卸荷后会恢复弹性变形,但是切削过程是在弹性变形未恢复的情况下进行的,单一弹性变形的恢复会带来新的变化。加工零件变形。
2.3切削运动
切削过程是刀具与工件相互作用的过程,切削过程使刀具从工件上去除一些材料。切割运动导致材料晶粒之间的挤压,拉伸和断裂。这些现象导致晶体原子之间发生位移,并形成不可逆的塑性变形。
3.控制和减少镁合金薄壁型腔零件变形的工艺方法
分析镁合金薄壁型腔零件加工过程中的变形原因。结合日常加工和生产经验,我们从工艺流程,热处理,夹紧方法和切削加工四个方面入手,以控制和减少镁合金薄壁型腔。人体零件加工变形的研究与探讨。
3.1优化工艺
该工艺可以将粗加工和精加工分开。粗加工完成后,对零件进行热处理,充分释放零件的切削应力和残余应力,然后进行精加工,大大提高了零件的加工质量。分离和精加工具有以下优点:
(1)减少残余应力对加工变形的影响。粗加工完成后,可以通过热处理去除因零件的粗加工而产生的应力,并且可以减少应力对精加工质量的影响。
(2)提高加工精度和表面质量。粗加工和精加工是分开的,精加工只是加工的很小余量,加工应力和变形很小,可以大大提高零件的质量。
(3)提高生产中超买球。由于粗加工仅会去除多余的材料并留有足够的余量进行精加工,因此它不会考虑尺寸和公差,并有效地发挥了不同类型机床的性能并提高了切削中超买球。
3.2热处理
零件切割后,加工台中的金属结构会发生很大变化,并且在切割运动的影响下会产生残余运动。为了减少零件的变形,需要充分释放材料的残余应力。
镁合金薄壁型腔零件通常通过低温退火处理。低温退火热处理的温度(170°C – 190°C)低于重结晶温度,这不会影响零件的强度和硬度;尽管低温退火热处理不能完全消除零件的应力,但是大部分剩余的零件可以除去。应力对零件的变形影响很小;低温退火热处理可以通过适当的保温时间达到所需的应力去除效果。
3.3改进夹紧方法
在普通零件的加工中,夹紧方法通常采用台虎钳夹紧。对于圆形零件,也可以采用卡盘夹紧方法。虎钳夹紧或卡盘夹紧将在不同程度上产生。夹紧应力。拆卸零件后的夹紧应力和弹性恢复将导致零件变形。在粗加工阶段,可以使用台虎钳,因为只能去除多余的材料。
在精加工过程中,仅需改进夹紧方法,并减小夹紧变形的影响,以达到设计的尺寸精度和几何公差。
镁合金薄壁型腔部件在该力的作用下容易变形。为了加工这种零件,在加工中要解决的第一个问题是由夹紧引起的加工干扰。在镁合金薄壁型腔零件的加工中,可以通过以下方法解决夹紧问题:
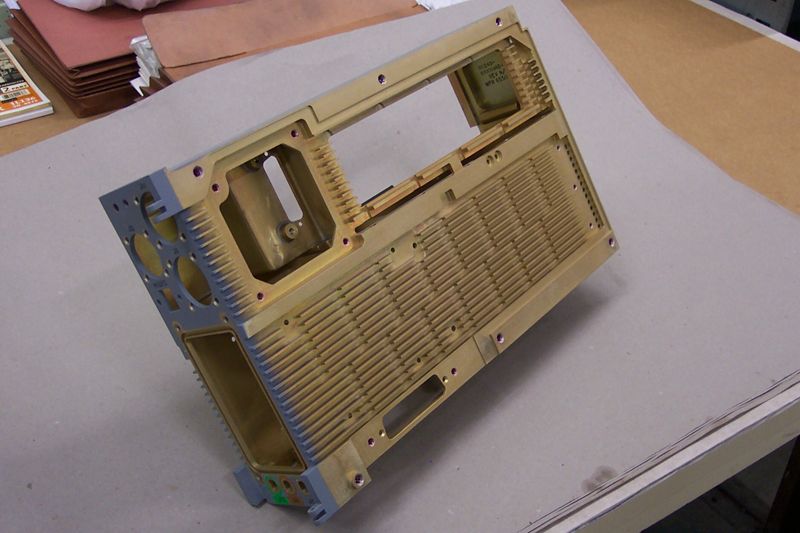
真空吸附夹紧方法:将工件放在吸盘上,并用特殊的密封条将底部与外部分开。然后抽真空底部。当压力表显示真空度达到指示值时,工件相当于一定量。压力。如图1所示:
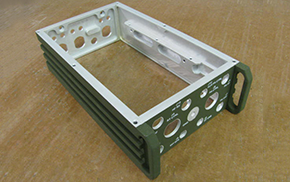
防变形夹紧方法:零件通过销定位并连接到安装夹具进行加工。在加工过程中,台式夹具是安装的固定装置,该固定装置不与零件接触。同时,零件组装并用销钉施加。定位后,以相应的销孔作为夹紧位置参考的加工中心将更好地接近设计和使用要求,并且夹具应根据相应的销孔实际控制夹具的中心和方向。如图2所示:
3.4高速加工
高速加工具有三个优点:高中超买球,高精度和高编码质量,低切削温度和低切削力。在切削过程中,影响工件表面质量的主要因素是堆积边缘,磷刺,振动,切削刃的锋利质量,工件材料的缺陷以及切削液的使用等等,并且高速切削与普通切削相比。切削深度大,材料变形速度快,应变率大,不易产生堆积边缘和磷刺。同时,由于切削速度快,大部分切削热被切屑带走,切削表面为时已晚,无法产生塑性变形,
可以将高速加工过程中产生的应力控制在很小的范围内,这为高精度薄壁零件提供了可能的技术支持,并在确保零件尺寸精度和表面质量的同时大大缩短了加工周期。。
随着电子工业的发展,镁合金薄壁型腔零件越来越多地被使用。这些零件具有重量轻和结构紧凑的优点。但是,这样的零件总是存在诸如加工周期长,加工成本高以及难以控制加工精度的困难。原因是在这种零件的加工过程中,金属去除量大,刚度低,强度弱,容易产生较大的变形,难以确保加工精度和表面质量。加工后的零件。本文从分析此类零件变形的原因入手,研究并讨论了控制和减少镁合金薄壁型腔零件变形的过程。
1简介
影响镁合金薄壁型腔零件加工精度和表面质量的主要因素是它们在加工过程中容易变形。解决了镁合金薄壁型腔零件加工过程中的变形问题,提高了零件的铣削加工中超买球,提高了零件的精度和质量,实现了产品的快速生产。
镁合金零件
2.薄壁零件变形的原因
分析了镁合金薄壁型腔零件的加工过程。这些零件通常由镁合金板加工。这些零件的金属去除量大,刚性低。在加工过程中,它们会由于残余应力,夹紧力和切削而损坏。运动的三个方面导致变形。镁合金零件
2.1残余应力
在金属材料的形成过程中,金属晶体的排列没有以理想状态整齐地排列,晶体的大小和形状不相同,存在原始残余应力,并且变形被缓慢释放。随着时间的流逝,导致一定的变形。另外,在金属切削过程中,切削的塑性变形和工具与工件之间的摩擦热使加工表面与内层之间的温差大,产生较大的热应力,并形成热应力塑性变形。 。镁合金零件
金属切削过程中产生的变形不是由单一原因引起的。它通常是多种原因的组合,并且这种组合在处理期间不是恒定的。随着处理的进行,是哪一个?原因对变形的影响最大,很难判断。它只能从变形的原因开始,并采用相应的过程来最大程度地减少加工变形。
2.2加载力
由于镁合金薄壁型腔部件的壁比较薄,无论使用虎钳或卡盘,都会产生侧向或径向夹紧力,从而不可避免地产生夹紧变形。夹紧的变形程度与夹紧力的大小有关。如果夹紧力大,将形成不可逆的塑性变形;如果较小,则会形成弹性变形,在零件卸荷后会恢复弹性变形,但是切削过程是在弹性变形未恢复的情况下进行的,单一弹性变形的恢复会带来新的变化。加工零件变形。
2.3切削运动
切削过程是刀具与工件相互作用的过程,切削过程使刀具从工件上去除一些材料。切割运动导致材料晶粒之间的挤压,拉伸和断裂。这些现象导致晶体原子之间发生位移,并形成不可逆的塑性变形。
3.控制和减少镁合金薄壁型腔零件变形的工艺方法
分析镁合金薄壁型腔零件加工过程中的变形原因。结合日常加工和生产经验,我们从工艺流程,热处理,夹紧方法和切削加工四个方面入手,以控制和减少镁合金薄壁型腔。人体零件加工变形的研究与探讨。
3.1优化工艺
该工艺可以将粗加工和精加工分开。粗加工完成后,对零件进行热处理,充分释放零件的切削应力和残余应力,然后进行精加工,大大提高了零件的加工质量。分离和精加工具有以下优点:
(1)减少残余应力对加工变形的影响。粗加工完成后,可以通过热处理去除因零件的粗加工而产生的应力,并且可以减少应力对精加工质量的影响。
(2)提高加工精度和表面质量。粗加工和精加工是分开的,精加工只是加工的很小余量,加工应力和变形很小,可以大大提高零件的质量。
(3)提高生产中超买球。由于粗加工仅会去除多余的材料并留有足够的余量进行精加工,因此它不会考虑尺寸和公差,并有效地发挥了不同类型机床的性能并提高了切削中超买球。
3.2热处理
零件切割后,加工台中的金属结构会发生很大变化,并且在切割运动的影响下会产生残余运动。为了减少零件的变形,需要充分释放材料的残余应力。
镁合金薄壁型腔零件通常通过低温退火处理。低温退火热处理的温度(170°C – 190°C)低于重结晶温度,这不会影响零件的强度和硬度;尽管低温退火热处理不能完全消除零件的应力,但是大部分剩余的零件可以除去。应力对零件的变形影响很小;低温退火热处理可以通过适当的保温时间达到所需的应力去除效果。
3.3改进夹紧方法
在普通零件的加工中,夹紧方法通常采用台虎钳夹紧。对于圆形零件,也可以采用卡盘夹紧方法。虎钳夹紧或卡盘夹紧将在不同程度上产生。夹紧应力。拆卸零件后的夹紧应力和弹性恢复将导致零件变形。在粗加工阶段,可以使用台虎钳,因为只能去除多余的材料。
在精加工过程中,仅需改进夹紧方法,并减小夹紧变形的影响,以达到设计的尺寸精度和几何公差。
镁合金薄壁型腔部件在该力的作用下容易变形。为了加工这种零件,在加工中要解决的第一个问题是由夹紧引起的加工干扰。在镁合金薄壁型腔零件的加工中,可以通过以下方法解决夹紧问题:
真空吸附夹紧方法:将工件放在吸盘上,并用特殊的密封条将底部与外部分开。然后抽真空底部。当压力表显示真空度达到指示值时,工件相当于一定量。压力。如图1所示:
防变形夹紧方法:零件通过销定位并连接到安装夹具进行加工。在加工过程中,台式夹具是安装的固定装置,该固定装置不与零件接触。同时,零件组装并用销钉施加。定位后,以相应的销孔作为夹紧位置参考的加工中心将更好地接近设计和使用要求,并且夹具应根据相应的销孔实际控制夹具的中心和方向。如图2所示:
3.4高速加工
高速加工具有三个优点:高中超买球,高精度和高编码质量,低切削温度和低切削力。在切削过程中,影响工件表面质量的主要因素是堆积边缘,磷刺,振动,切削刃的锋利质量,工件材料的缺陷以及切削液的使用等等,并且高速切削与普通切削相比。切削深度大,材料变形速度快,应变率大,不易产生堆积边缘和磷刺。同时,由于切削速度快,大部分切削热被切屑带走,切削表面为时已晚,无法产生塑性变形,
可以将高速加工过程中产生的应力控制在很小的范围内,这为高精度薄壁零件提供了可能的技术支持,并在确保零件尺寸精度和表面质量的同时大大缩短了加工周期。。
上一篇:浅谈镁合金电镀表面处理方式 下一篇:耳机壳体CNC数控加工
文章来源:@中超买球(中国)有限公司 作者:中超买球(中国)有限公司

- CNC精密加工
- 精密压铸
最新动态
2023-08-06 14:12:15
什么是不锈钢?
不锈钢是不锈钢和耐酸钢的简称。...
2023-08-06 14:07:09
什么是铝合金1060?
铝1060是在纯铝中加入少量铜制成...
2023-08-06 14:00:07
什么是铝合金6063?
6063铝材广泛用于建筑铝门窗、幕...
2023-08-04 11:56:08
什么是铝合金7075?
7075铝合金是一种冷处理锻造合金...
2023-08-04 11:53:26
什么是铝合金2024?
2024铝为Al-Cu-Mg系铝合金,2024铝...
2023-08-04 11:49:59
什么是铝合金5052?
5052铝合金属于Al-Mg系合金,应用...
2023-08-04 11:41:03
什么是铝合金6061?
6061铝是一种热强化合金,具有良好...
2023-07-25 11:54:22
镁压铸的主要优点
如果情况需要,镁比其他金属具有许...
最新案例